A Long Fine Continuous Thread That is Extruded by a Fiber Manufacturer
Contents
Introduction
Raw Materials
Spinning of Polyester and Cotton Fibers
Twisting
Thread Manufacturing
Thread Types
Wet Processing
Finishing
Thread Sizing
Apparel Thread Conversion Table
Introduction
Sewing thread has a variety of descriptions. We generally refer to it as, "two or more yarns twisted together to form a single strand in a plied or corded construction".
However, these days there are other 'Continuous Filament' constructions manufactured using technologies, like intermingling, texturizing and air jet texturizing which can produce a thread of a single ply construction.
Coats produces many different threads and this will be explained within this technical bulletin.
Most sewing threads today are based on synthetic materials, such as polyester or nylon, which have, to a large extent replaced the use of natural fibers like cotton and linen that used to be the material of choice.
Handicraft threads are still predominantly made out of cotton, especially when the handicraft work is done by hand. However, if the handicraft effect is being created by a machine, (as in the case of embroidery of logos), then synthetic threads are rapidly replacing cotton and rayon threads.
Raw Materials
A few important characteristics of the fibres and filaments which are used for sewing threads are:
- Elongation at break
- Elasticity and recovery
- Heat resistance and flammability
- Abrasion resistance
- Tenacity, the strength for size of the thread
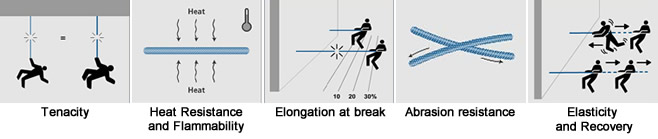
The finish is ultimately determined by the sewing performance and the lubricants used, but seam strength and seam durability is directly related to the properties mentioned above.
Raw Materials: Polyester or Nylon
Polyester raw materials are initially produced using polymer chips or granules, which are then melted and fed under pressure through a device known as a spinneret.

A spinneret is a metal disc which contains holes. The molten polymer is extruded through the spinneret to form continuous filaments.
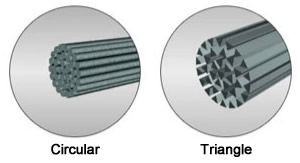
For the vast majority of sewing threads the holes in the spinneret are circular, but for high luster filaments used to manufacture embroidery threads the spinneret profile is triangular producing trilobal filaments.
These filaments are then cooled and collected together to form a continuous filament yarn. This is one of the main components for making polyester based sewing threads. This process is known as Melt spinning.
The diameter of the filaments is determined by the size of the holes in the spinneret and the pressure of the pump.
To obtain filaments suitable for the production of Continuous Filament and Corespun sewing threads, the yarns are individually drawn to orientate the molecular chains to produce particularly high tenacity filaments. The Filaments that are used for the production of sewing threads have a circular cross-section and a smooth surface, making them more lustrous than the natural fibers due to enhanced light reflectivity.
However, for special end uses such as machine embroidery - multi-lobal Polyester cross-sectional filaments are available which offer greater light reflectance values than circular cross-section filaments.
Coats produces a variety of different continuous filament threads with different physical characteristics which satisfy particular sectors of the sewing thread industry. The main continuous filament threads produced by Coats are made from Polyester or Polyamide.
Raw Materials: Polyester
This continuous filament polyester can also be used to produce polyester staple fiber. In order to do this we take a number of melt spun continuous filament yarns which are then brought together into a tow or rope-like structure. This rope like structure is then drawn or stretched to align the molecular chain thereby increasing the tenacity of the filament. It is then crimped, given a crinkle, to produce a better frictional surface.
The tow can then either be cut into a suitable regular staple length of around 38mm, in order to mimic the best quality cotton fiber to create Staple Spun yarns. Or it can be stretched broken to produce a longer, though more variable length fiber, and used to produce Tow Spun or Craq spun yarns.
For sewing threads high tenacity fiber is usually used. Despite their differing characteristics all synthetic threads must be properly lubricated if it is to perform properly at the sewing machine.
Raw Materials: Cotton
Cotton is a natural fiber and is the fiber on which Coats originally built its worldwide business. Cotton is produced in many different grades.

For sewing threads, Coats selects from the world's long and extra-long staple cotton crops. The cotton fibers are carefully selected based on their grade, strength, length, fineness and maturity.
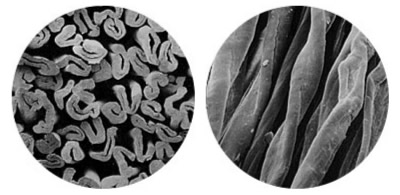
Under the microscope, cotton fibers have a flattened ribbon-like appearance with frequent convolutions. In a cross section of cotton you will notice that they look like collapsed, hollow tubes. These fibers are very fine having a typical diameter of 20 microns and a fiber length averaging approximately 38mm.
Although less common now as an industrial sewing thread, cotton is still dominant in the handicraft thread market.
Spinning of Polyester Fibers
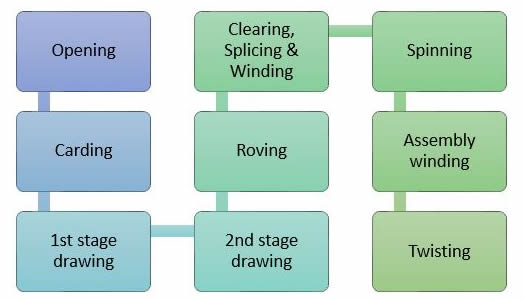
The process of manufacturing a spun polyester sewing thread includes the steps; Opening, Carding, 1st and 2nd stage Drawing, Roving, Spinning, Clearing/Splicing & Winding, Assembly Winding, and finally, Twisting.
Spinning of Cotton Fibers
The process of manufacturing a cotton sewing thread includes the steps; Opening, Cleaning, Carding, 1st Stage Drawing, Sliver Lap Forming, Ribbon Lap forming, Combing, 2nd Stage Drawing, Roving, Spinning, Clearing/Splicing & Winding, Assembly Winding and Twisting.
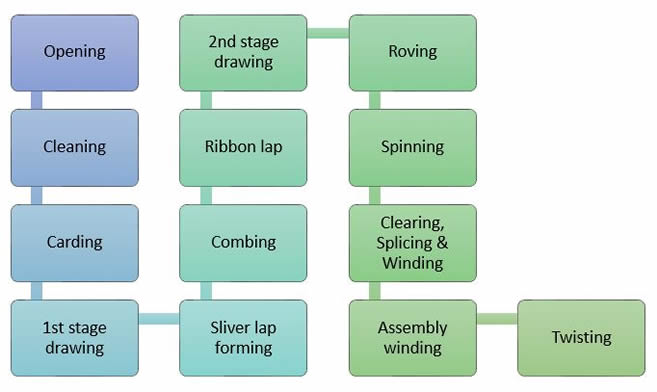
Spinning of Polyester and Cotton Fibers
Opening
This process is to open the bales of staple fiber and blend them together.

Cleaning - Cotton ONLY
To remove the dirt, leaf and seed fragments that are mixed with the fibers.
Carding
The fibers in lap form are then passed to the Cards, which separate the individual fibers from each other and releases further quantities of impurities. The fibers are then brought together in a sliver or a tow, which is like a rope of fiber.
1st Stage Drawing
Typically 6 or 8 slivers are combined and blended together, then drawn out using a drafting roller system to produce a single sliver similar in size to the single input sliver. This machine operates by having the pair of front rollers revolving faster than the back rollers.
Sliver Lap Forming - Cotton ONLY
A number of slivers are presented to the Sliver Lap machine which aligns them side by side, draws them out. The fibers, now in sheet form, are rolled up into what is called a lap.

Ribbon Lap Forming - Cotton ONLY
These laps are then presented to the Ribbon/lap machine where a number of laps are fed together on top of each other to another drafting system similar to the Sliver/lap machine. Again, the output from this machine is a lap, which is the input package for the combing machine.
These processes are designed to blend together the staple fibers, align them parallel to each other and enhance regularity.


Combing - Cotton ONLY
The next stage of production presents the laps to the Comber, which combs the fibers as they are pulled from the lap. The function of combing is to remove short fibers and to lay the remaining long fibers parallel to each other. The production from the comber returns the fiber to a sliver form.
Draw Frame - 2nd Stage Drawing
After combing [Cotton ONLY], a number of slivers are again combined and passed through the Post-comb draw frame to help eliminate irregularities and to ensure that the fibers are properly placed parallel to each other. The sliver produced here is approximately the size of the input sliver but is still many times heavier than the yarns required for thread.

For polyester fibers the sliver lap, ribbon lap and post combed drawing processes are replaced by the two draw frame processes. This means that the process route is shorter in the preparation section.
Roving
The sliver from post-comb drawing of cotton or 2nd stage drawing of polyester are sent to the Speed frame where each individual sliver is presented to an individual set of drafting rollers and drawn down to a weight suitable for ring spinning. These machines, sometimes referred to as "slubbing" machines produce a finer version of a sliver which is known as a Roving. Because at this stage the number of fibers in the cross section is considerably reduced the roving is relatively weak. A slight twist is inserted into the roving to hold it together and facilitate the Ring Spinning process, as it is wound onto a bobbin.

Ring Spinning
The final stage of yarn production is done on the Ring spinning frame, where the Roving is drawn out to the required weight or thickness and the relatively high level of singling twist, required for both strength and balance in the completed thread is inserted. This twist is normally in the "S" direction, though some threads have their singles twist in the "Z" direction. The drawing or drafting down is done by a series of rollers running at different speeds which draw the roving finer. After leaving the final drafting roller the singles twist is imparted creating a singles yarn. The resultant fine yarn is wound onto a ring tube. If the staple fiber used was 100% cotton then the yarn is 100% staple spun cotton. If the staple fiber used was 100% polyester then the yarn is 100% staple spun polyester.

Core Spinning
If the thread is to be a Corespun thread, then a pre-stabilised yarn of Continuous Filament Polyester is fed in at the back of the front rollers on the ring spinning frame, so that no stretching of the filament occurs, and the staple fibers in the roving form an outer sheath around the filament core.
If the staple fiber used was 100% cotton and the filament core is 100% polyester then the yarn is Polyester / Cotton corespun.
If the staple fiber used was 100% polyester and the filament core is 100% polyester then the yarn is Polyester / Polyester corespun, sometimes referred to as Poly / Poly.
Schappe, Craq, or Tow Spun Polyester Threads
Spun synthetic yarns can also be produced directly from the tow of continuous filaments supplied by the filament producers by stretching it to breaking point. This is done on special machinery where the tow is passed between two sets of rollers running at different speeds, the second set being the faster. Each filament is broken before it reaches the second rollers but is carried through by its neighbours. This results in a more variable but longer length staple fibers, which are then drawn out and twisted into yarns through a series of drawing and combining operations for subsequent standard processing into finished sewing threads. Such yarns are known as Schappe, Craq, or Tow Spun yarns.
Clearing, Splicing and Winding
The package from the ring spinning frame weighs between 100 - 150 grams. The purpose of the Clearing, Splicing and Winding process after spinning, is to take the yarn from the ring tubes, pass them through electronic fault detectors (Clearing) to remove faults which may impede the sewing performance of the final thread. The ends of yarn are joined together (Splicing), either due to the removal of a fault or just to join the short lengths of yarn from the ring tubes to produce longer lengths. This process is called Single End Winding.

Once we have our "yarns" the next stage is to convert these into "grey" or "greige" thread.
Assembly Winding
The packages (or cheeses) of "cleared" yarn from Single End Winding are sent to the Assembly Winding process to prepare a suitable package for the twisting machines. This process simply assembles the required number of ends of single yarn for the eventual thread and lays them side-by-side under equal tension.

Twisting of Spun and Corespun threads
All conventional sewing threads begin their construction cycle as simple yarns. As you've seen, spinning together relatively short fibers or twisting fine continuous filaments produces these basic yarns. Because of their fineness, these fibers and filaments have a large area of intimate contact with each other when held together with their axis parallel. This produces the coherence and strength combined with flexibility, which is essential in any good sewing thread, and it is the twist that is inserted in the basic yarns, usually in the "S" direction, which produces the consolidating force. This is referred to as the "Singling Twist".

The twist in the singling yarn is balanced by applying a twist in the opposite, usually "Z", direction when typically two, three or four yarns are combined to form a sewing thread. This is referred to as the "Finishing Twist".
Thread Manufacturing
Without the correct level of finishing twist, a conventional thread cannot be controlled during sewing. The individual plies would separate during their repeated passages through the needle and over the sewing machine control surfaces. Twist is therefore defined as the number of turns inserted per meter (or turns per inch) of the yarn or the thread produced.
If the twist is too low, then the yarns may untwist, fray and break, if it is too high then the resulting liveliness in the thread may cause snarling, looping, knots or spillage from the final package.
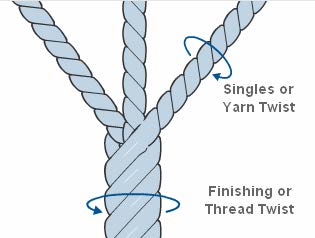
As you can see the term "S" or "Z" twist direction is derived from the diagonal of these letters following the direction of the twist. "S" twist is sometimes referred to as right twist and "Z" twist is sometimes referred to as left twist.
The continuous filament yarns shown at the beginning of this session can also be twisted to make continuous filament sewing threads. Continuous filament yarns can also be assembled in 2, 3, or 4 plies to create continuous filament polyester or nylon sewing threads. These include textured threads.
Thread Types
A whole range of sewing threads can be produced from the few raw materials we've discussed today.
Corespun is the best general-purpose apparel sewing thread available in the market today. Corespun combines the strength and elongation characteristics of the Continuous Filament Core with the sewing performance and surface characteristics of the spun fiber threads.

The filament component is merged with the staple fibers in the yarn spinning operation. The filament takes up its position in the center of the yarn with a protective sheath of staple fibers wrapped around it. These composite yarns are then twisted to form a plied thread.
The two main Corespun constructions are Polyester Filament Yarns covered and protected by Polyester fibers or Polyester Filament yarns covered and protected by Cotton fibers.
Staple Spun Polyester threads are manufactured from high tenacity staple fibers. A typical high tenacity fiber used for sewing thread would be 1.2 denier, which is a measure of the linear density and 38mm long with a tenacity of at least 7.5 grams per decitex. Some thread producers use a fiber length of 45mm or even 55mm depending on the machinery they have available. SSP threads are produced in a wide range of constructions and sizes, tex and ticket numbers, to accommodate most general sewing applications.

Staple Spun Cotton threads are generally from high-grade long staple fibers. These cotton threads are of three distinct types, Soft, Mercerised and Glace or Polished.
Soft threads receive no special treatment other than bleaching or dyeing and the application of a uniform, low friction lubricant.
Mercerised threads are treated under tension, in a solution of caustic soda which causes the fibers to swell and become rounder in the cross-section. This process enhances the luster and increases the strength of the fibers. The dye affinity is also enhanced by this process.
Glace cotton threads are produced from soft cotton threads by giving them a polishing treatment. This process applies a coating of starch to the surface of the thread, brushes the fiber ends into the body of the thread and dries them to form a smooth surface on the thread. The polishing process increases the strength of the thread by about 10% but more importantly this process protects the thread from abrasion during heavy-duty sewing operations. Glace finishes are also applied to Polyester / Cotton corespun threads.
Continuous Filament Threads -Coats produces a variety of different continuous filament threads with different physical characteristics which satisfy particular sectors of the sewing thread industry. The Continuous filament threads produced by Coats are made from Polyamide [nylon], Polyester and Rayon.
Continuous Filament threads are significantly stronger than their equivalent size in Corespun, SSP (Staple Spun Polyester) or Cotton.
Some varieties of Continuous Filament Threads are:
Soft CF Thread which is the simplest form. In the production of a continuous filament yarn the filaments are gathered from the spinneret into a continuous strand, each strand comprising a specific number of filaments dependant on the desired characteristics.

These strands are then combined and twisted conventionally into plied constructions similar to the post spinning processes used for spun threads.
These threads are used in sewing applications where the seam strength is particularly important such as footwear and fine leather goods.
Some of these threads are given an additional process called Bonding.
In this case, the threads are coated with a soluble resin like Nylon or Polyurethane for Continuous Filament Nylon and Polyester or Polyurethane for Continuous Filament Polyester.
After application, the resin is cured and dried which has the effect of holding the plies together. The application of the bonding agents also reduce the abrasion on the thread during the sewing operation.
Trilobal Polyester is a specific type of Continuous Filament Polyester mainly used for embroidery thread.
Trilobal Polyester has been modified to maximize the luster of the thread created by the individual filaments having a triangular cross section.
Continuous Filament threads are modified by further processing to produce what we now call Textured threads. These can be produced from Nylon (Textured nylon or TXN) or from Polyester (Textured Polyester or TXP).
These threads are designed to be bulkier and softer than the continuous filament twisted threads and can be produced in different ply constructions. The most common method of producing these threads is by false twisting. In this process, the filament yarn is subjected to heat, by contact or by convection, to soften the filaments. The yarn is then subjected to a rotational force which results in twist being inserted. As the thread exits the twisting zone of the machine, the twist is removed, but as the yarn is still in a thermoplastic condition the yarns memory retains some of the distortion imposed in the twisting zone. This process results in the individual filaments adopting a crimped shape giving a soft bulky thread with high stretch characteristics. They are most suitable as under threads in lightweight chainstitching, overlocking and coverseaming operations.
Locked Filament Polyester sewing threads are produced by a technique involving the heating and stretching of the continuous filaments. The filaments are entangled and heat treated to produce a consolidated thread. Locked Filament Polyester threads have many of the characteristics and the performance of threads produced by conventional spinning and twisting routes but the thread does have a different handle or feel to it.

Wet Processing - Dye Package Winding
All synthetic threads, Polyester / Cotton Corespun threads and some 100% Cotton threads are wet processed on what are called cheeses. These cheeses are produced on the twisting frame or at a separate process called cheesewinding for dyeing.
The packages for dyeing are wound so that they are of a constant density and permeability to allow the dye liquor to be pumped evenly through the packages.

Wet Processing - Carrier Loading
A cheese dyeing kier is used to dye sewing thread. The cheeses of grey thread are stacked onto the perforated hollow spindles of the dye machine carriers and compressed under controlled conditions to create a sealed column of thread of uniform density.

Wet Processing - Dyeing
The lid of the dye kier is clamped shut. The dye liquor is pumped in under pressure and raised to the dyeing temperature.

The dye liquor flows through each thread package, alternately in-to-out and out-to-in at pre-set intervals. These cycles, together with the temperature, timing and the addition of all the other chemicals called for by the dye recipe for a specific shade, are regulated automatically by computer controls in modern dye kiers. This ensures even, level dyeing to precise standards.
When dyeing 100% cotton threads it is sometimes necessary to add bleaching cycle to the dye process in order to remove the natural coloring matters and chemical impurities in the Cotton fibers before they are dyed.
Different classes of dyestuffs are required for different substrates of sewing threads. Polyester is dyed using disperse dyestuffs at around 266°F whereas Cotton can be dyed with direct, reactive or vat dyestuffs usually at temperatures at below 212°F.
Polyester / cotton corespun threads contain two different components, unlike the sewing threads which are made from just one substrate, each component requires a different class of dyestuff and therefore the dyeing process is more complex and takes more time. The dyestuffs are selected to produce the same shade on both substrates and the two separate dye cycles are carried out consecutively in the same overall dyeing operation.
The dyed packages are then uniformly dried using centrifuges to extract excess moisture and then the cheeses are finally dried using hot air drying systems or radio frequency dryers.


Wet Processing - Mercerizing
Cotton threads are sometimes Merceriszed. In this process, the Cotton fibers are impregnated with a caustic soda solution, which causes them to swell and in so doing, untwists their natural convolutions, before being stretched and the caustic solution washed out.
This produces a stronger, lustrous thread with an increased affinity for dye liquors. Mercerizing is usually done in hank form and the dyeing process is also done in hank dyeing machines.
Before undergoing the mercerizing process the grey 100% cotton thread is sometimes gassed or singed that is, run through a carefully controlled gas flame to remove extraneous fibers from the thread surface. This further enhances the luster of the final product.

During sewing, considerable heat is generated at the needle of the sewing machine and an average temperature of 626°F is common. This heat is generated through friction as the needle of the sewing machine punches its way through the layers of fabric being sewn. Both Polyester and Nylon threads will melt at temperatures below 572°F. Most thread breaks that occur during sewing are caused by the synthetic thread melting in the needle eye when the sewing operation stops momentarily to change direction or while starting a new seam. They are not always caused by excessive thread tension.
To prevent thread damage at the needle eye and to help the passage of the thread through the thread path of the sewing machine, most threads are lubricated after dyeing. Most lubricants are combinations of Paraffin Wax that helps reduce friction and Silicone that promotes needle cooling. The lubricants can be applied at the dyeing kier, at a separate lubricant application process or more commonly at final winding. The Lubricant Content and the Friction Index helps ensure good sewing. The amount of lubricant applied is critical to successful sewing and the actual level of lubricant is carefully controlled.
Finishing - Final Winding
After the lubricant and any special finishes have been applied, the thread is passed to Final Winding where the thread is wound onto the support (cone, vicone, tube etc) to the length that the customer requires. The type of support used will depend on the substrate of the thread being wound and the end use of the thread.


The final operation is Finished Goods Packing, where the product is labelled, wrapped and boxed prior to being sent to the warehouse for immediate despatch to the customer or for warehouse stock.


Thread Sizing
The preferred method of sizing sewing thread for Coats Global Offer Products is the Tex System. Tex is the weight in grams of 1,000 meters of thread or yarn. The higher the number the coarser the thread.
An alternative sizing unit in common use for synthetic and synthetic blended threads is Metric Ticket. The metric ticket number is derived from taking the number 1,000 divided by the tex number multiplied by 3. The higher the number the finer the thread.
100% cotton threads still utilise the Ne [number] English Sizing System known as Cotton Count and Cotton Ticket number.
Apparel Thread Conversion Table
Here is a useful apparel thread size conversion table. This includes the US ticketing system as well as Singer and Metric needle sizing.
| Tex Size | US Ticket | Metric Ticket | Cotton Count | Singer Needle* | Metric Needle* |
|---|---|---|---|---|---|
| 18 | 120, 100/80 | 160 | 60/2 | 9 - 11 | 65 - 75 |
| 21 | 100 | 140 | - | 9 - 11 | 65 - 75 |
| 24 | 100, 100/60 | 120 | - | 10 - 11 | 70 - 75 |
| 27, 30 | 70, 70/40 | 100 | 60/3 | 12 - 16 | 80 - 100 |
| 35 | 70 | 80 | - | 12 - 16 | 80 - 100 |
| 40 | 50, 60/36 | 75 | 40/3 | 14 - 16 | 90 - 100 |
| 45, 50 | 40 | 60 | - | 14 - 18 | 90 - 110 |
| 60 | 30, T-60 | 50 | 20/2 | 18 - 21 | 110 - 130 |
| 80 | 20, T-80 | 36, 40 | 20/3 | 19 - 22 | 120 - 140 |
| 105 | T-100 | 30 | 12/3 | 21 - 23 | 130 - 160 |
| 120 | 16 | 25 | - | 22 - 24 | 140 - 180 |
| 150 | 12 | 18 | - | 24 - 26 | 180 - 230 |
*Needle size recommendations are nominal and ultimately depend on the sewing application.
edmondstoneinvuld.blogspot.com
Source: https://coats.com/en-US/information-hub/Thread-Production